

Общеизвестно, что алмаз в оправе ГОСТ 22908-78, специализирован для работы в станочном парке, для квалифицированных специалистов, которые выполняют ряд действий с металлом. Алмазом в оправе производится работа с профилями шлифовальных кругов.
При конечной шлифовке в процессе работы с металлом — получается свести появление шероховатости его поверхностей к минимальным показателям.
Характеристики алмаза в оправе
Алмазы в оправах должны строго производится по всем требованиям стандарта уровня качества, а именно по специализированным чертежам и схемам, которые подтверждены ГОСТ 22908-78. Для производства алмаза в оправе применяться только качественное сырьё. Державки должны изготавливаться строго из стали, которая указана в нормативном документе. Однако возможно исключение, когда могут применяться и другие стали.
Самое главное, чтобы они не уступали по своим механическим параметрам тем маркам, которые несколько ниже указанных норм. Ни в коем случае на державке не должно быть обнаружено — вмятин, коррозий и всевозможных впадин. А угол державки, точнее его отклонение от нормы не должны быть больше + — 5 градусов.
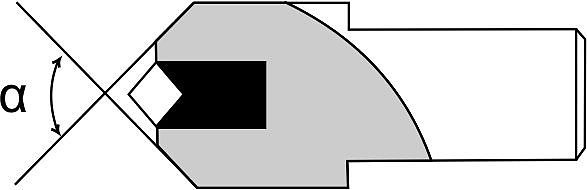
Алмаз в оправе соответствует ГОСТ 22908-78, его создают в 2 разновидностях под конкретным углом:
- 1) Угол альфа =90° (правка кругов фасонного профиля);
- 2) Угол альфа =120° (правка кругов прямого профиля).
Алмазы в оправе бывают нескольких типов:
- Алмаз в оправе Тип-1 с цилиндрической оправкой;
- Алмаз в оправе Тип-2 с цилиндрической головкой.
оправкой

| Тип 1- с цилиндрической оправкой | ||
| Угол конуса α | Масса алмаза, карат | |
| 90 град. | 120 град. | |
| 3908-0101 3908-0103 | 3908-0102 3908-0104 | 0.02-0.04 |
| 3908-0105 3908-0111 | 3908-0106 3908-0112 | 0.05-0.10 |
| 3908-0112 3908-0117 | 3908-0114 3908-0118 | 0.11-0.20 |
| 3908-0125 3908-0131 | 3908-0126 3908-0132 | 0.21-0.30 |
| 3908-0155 | 3908-0156 | 0.21-0.30 |
| 3908-0175 | 3908-0176 | 0.21-0.30 |
| 3908-0121 3908-0123 | 3908- 0122 3908-0124 | 0.31-0.40 |
| 3908-0133 3908-0137 | 3908-0134 3908-0138 | 0.31-0.40 |
| 3908-0157 | 3908-0158 | 0.31-0.40 |
| 3908-0177 | 3908-0178 | 0.31-0.40 |
| 3908-0141 3908-0145 | 3908-0142 3908-0146 | 0.41-0.60 |
| 3908-0161 | 3908-0162 | 0.41-0.60 |
| 3908-0181 | 3908-0182 | 0.41-0.60 |
| 3908-0147 3908-0153 | 3908-0148 3908-0154 | 0.41-0.60 |
| 3908-0163 | 3908-0164 | 0.61-0.85 |
| 3908-0183 | 3908-0184 | 0.61-0.85 |
| 3908-0165 | 3908-0166 | 0.86-1.10 |
| 3908-0185 | 3908-0186 | 0.86-1.10 |
| 3908-0167 | 3908-0168 | 0.86-1.10 |
| 3908-0187 | 3908-0188 | 1.11-1.35 |
| 3908-0171 | 3908-0172 | 1.11-1.35 |
| 3908-0191 | 3908-0192 | 1.36-1.60 |
| 3908-0173 | 3908-0174 | 1.36-1.60 |
| 3908-0193 | 3908-0194 | 1.61-2.10 |
Алмазы с цилиндрической головкой
головкой
| Тип 2 — с цилиндрической головкой | ||
| Угол конуса α | Масса алмаза, карат | |
| 90 град. | 120 град. | |
| 3908-0195 | 3908-0196 | 0.21-0.30 |
| 3908-0215 3908-0217 | 3908-0216 3908-0218 | 0.21-0.30 |
| 3908-0197 | 3908-0198 | 0.31-0.40 |
| 3908-0221 3908-0223 | 3908-0222 3908-0224 | 0.31-0.40 |
| 3908-0201 | 3908-0202 | 0.41-0.60 |
| 3908-0225 3908-0227 | 3908-0226 3908-0228 | 0.41-0.60 |
| 3908-0203 | 3908-0204 | 0.61-0.85 |
| 3908-0231 3908-0233 | 3908-0232 3908-0234 | 0.61-0.85 |
| 3908-0205 | 3908-0206 | 0.86-1.10 |
| 3908-0235 3908-0237 | 3908-0236 3908-0238 | 0.86-1.10 |
| 3908-0207 | 3908-0208 | 1.11-1.35 |
| 3908-0241 3908-0243 | 3908-0242 3908-0244 | 1.11-1.35 |
| 3908-0211 | 3908-0212 | 1.36-1.60 |
| 3908-0245 3908-0247 | 3908-0246 | 1.36-1.60 |
| 3908-0213 | 3908-0214 3908-0248 | 1.61-2.10 |
| 3908-0251 3908-0253 | 3908-0252 | 1.61-2.10 |
Алмаз на державке обязан прикрепляться с помощью припоя специального назначения. Однако, есть исключение из правил и возможен тот вариант когда крепление алмаза происходит за счет других методик, которые также обеспечивают прочность самого крепления. На державке допустимы следы различных обработок. На нее наносятся специальные полоски, которые указывают на направление вектора. Этот вектор поможет определить на алмазе зону самой большой твердости. Его промышленная зона по отношению к державке должна быть не больше: 0,1 — 0,3 миллиметра — для работы с профилями разных типов.
На алмазах в оправе ГОСТ 22908-78 должен быть нанесен маркированный список, где точно указано:
- Обозначение знака изготовителя алмаза в оправе;
- Вес: каратность алмаза в оправе;
- Заводской номер алмаза в оправе.
Продукция данного вида должна упаковываться в специализированные упаковки, которые соответствуют ГОСТ. Для проверки получаемой продукции и соответствия алмазов в оправах к стандартным требованиям должен проводится контроль приемки и различные испытания.
Завод «КристАл Лтд» имеет многолетний опыт на этом профильном рынке и предлагаем своим клиентам купить алмаз в оправе высочайшего качества!